发布日期:2018-07-13
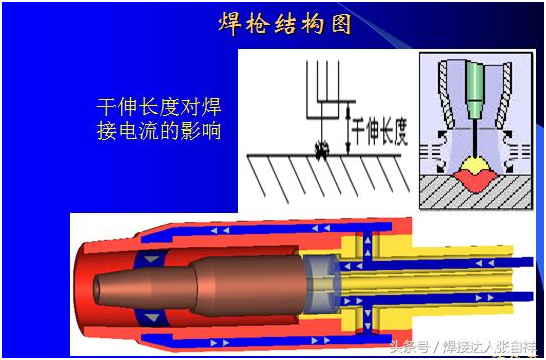
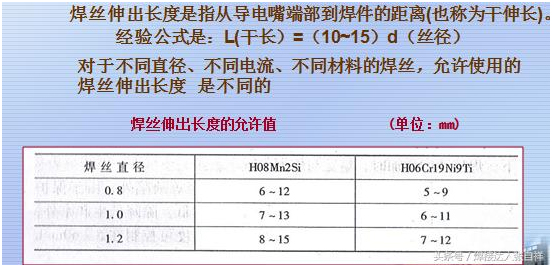
气保焊的构造如上图所示,在焊接过程中干伸长度的计算是从导电嘴到工件的距离,而不是从喷嘴到工件的距离,根据电流的大小,干伸长短也有不同的要求,如超出规范会影响焊接的稳定性和焊接质量。
 不同材料的使用要求
不同材料的使用要求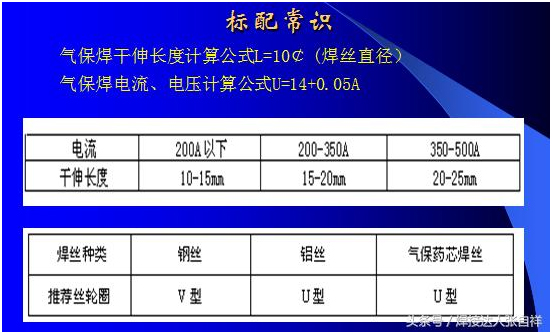 送丝轮的使用区别
送丝轮的使用区别
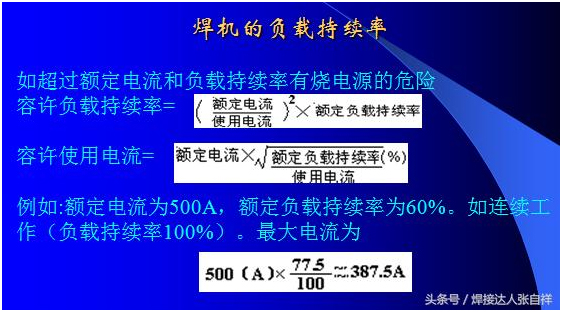
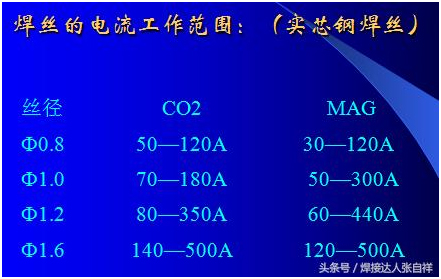
除了以上干伸长度对焊接的要求以外,对于送丝轮的使用可以参照上图,焊接碳钢、不锈钢等实心焊丝采用的送丝轮为V型,焊接铝合金或药芯焊丝等材质较软的焊丝可采用U型轮,如果选择错误,可能会出现送丝不畅,参数匹配有误等问题,另外,对于焊丝来讲,每一种焊丝都有其焊接范围,比如,如果采用1.2Mm焊丝,要想焊接500A的电流,就是把调节电流放到最大500A,也只能出300多安的电流就是这个道理,要想焊到500A,只需要不丝径加到1.6或更粗的焊丝即可。这也是防止焊机超负载使用的一个方法,比如采用60%占载率的气保500焊机,如果长时间焊接,那么根据公式就只能得出380A以内可以长时间焊接,为了避免焊工误操作,可以选用1.2mm丝径就不会出现超负载应用了,具体公式算法及焊丝需用电流表如下: